
Esta é uma tecnologia que utiliza um poderoso canhão laser, como o dióxido-carbônico, para fundir pequenas partículas de termoplásticos, metais (sinterização direta por laser em metal), cerâmicas ou vidros, para obter o objeto 3D desejado. O laser de forma seletiva funde as partículas conforme um desenho CAD 3D fatiado em camadas por um software proprietário.
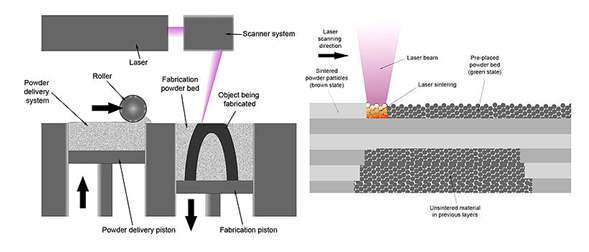
Como neste método, a densidade final do objeto 3D depende mais do pico da rajada laser que da continuidade do mesmo, uma máquina típica de tecnologia SLS utiliza canhão de pulso laser. A máquina pré-aquece o cilindro de materiais para tornar mais fácil o trabalho do laser de sinterizar as áreas desejadas.
Algumas máquinas utilizam um pó de um só material, contudo, muitas das máquinas de SLS podem utilizar dois materiais diferentes, geralmente um composto.
Os envelopes de construção podem ser de até 381 x 330 x 457 mm, e suas deficiências estão no acabamento superficial do produto, sempre muito áspero e no preço do equipamento e do canhão laser. O material também é bastante caro, devido a sua natureza específica de aplicação e preparo para estas máquinas.
Especificações técnicas para tecnologia SLS de Prototipagem:
Envelope de contrução/Build envelope:
- Sinterstation HiQ: 14″ x 12″ x 17″
- Sinterstation Pro: 22″ x 22″ x 30″
- The recommended thickness of metal parts varies by process
- Layer thickness: 0.004″ or 0.006″
- Typical Tolerances: ±0.007″ (varies based on selective laser sintering material selection)
1 comentário
Pingback: A nova bola de basquete 3D para a NBA – Impresso 3D